Закрытый радиальный подшипник: разбор 5 ошибок при выборе в России
2026-04-28
- Почему 80% поломок закрытых радиальных подшипников происходят в первый год эксплуатации
- Ошибка №1: Игнорирование температурного диапазона смазки внутри закрытого узла
- Ошибка №2: Путаница между металлическими экранами (ZZ) и резиновыми уплотнениями (2RS)
- Ошибка №3: Неправильный выбор посадок и игнорирование теплового расширения валов
- Ошибка №4: Ориентация только на цену без учета ресурса и бренда
- Ошибка №5: Несовместимость материалов уплотнений с химической средой
- Сравнительная таблица характеристик популярных исполнений
- Как проверить качество партии перед оплатой
- Стандарты и сертификация: на что обращать внимание в документации
- Часто задаваемые вопросы
- Итоговые рекомендации для безопасной закупки
Почему 80% поломок закрытых радиальных подшипников происходят в первый год эксплуатации
В нашей практике обслуживания промышленного оборудования мы регулярно сталкиваемся с ситуацией, когда закрытый радиальный подшипник, купленный по привлекательной цене, выходит из строя через 3–6 месяцев работы. Это не брак производителя в классическом понимании, а результат фундаментальной ошибки на этапе выбора узла под конкретные условия эксплуатации в России. Инженеры часто игнорируют разницу между стандартными условиями ГОСТ и реальными нагрузками в цеху, где температура колеблется от -40°C до +80°C, а вибрации превышают допустимые нормы.
Выбор герметичного подшипника — это не просто покупка детали по каталожному номеру. Это инженерное решение, влияющее на простой линии, стоимость ремонта и безопасность персонала. Ошибка в подборе типа уплотнения или класса точности может стоить предприятию миллионов рублей убытков из-за внеплановой остановки конвейера. В этой статье мы разберем пять критических ошибок, которые совершают закупщики и главные механики при заказе этих узлов, опираясь на реальные кейсы из нашей работы с заводами в Уральском и Центральном федеральных округах.
Мы не будем пересказывать учебники по трибологии. Наша цель — дать вам чек-лист, который позволит отсеять неподходящие варианты еще до отправки запроса поставщику. Если вы хотите избежать ситуации, когда новый узел греется до 95°C в первую неделю работы, внимательно изучите каждый пункт этого анализа.
Ошибка №1: Игнорирование температурного диапазона смазки внутри закрытого узла
Самая распространенная причина преждевременного отказа — несоответствие заложенной смазки реальным температурным режимам работы механизма. Многие специалисты воспринимают маркировку “2RS” или “ZZ” как гарантию универсальности, полагая, что любой закрытый радиальный подшипник выдержит стандартные нагрузки. Однако внутри герметичной полости находится строго определенный объем консистентной смазки, характеристики которой жестко ограничены.
В российской промышленности, особенно в металлургии и деревообработке, температуры часто выходят за пределы стандартного диапазона обычных литиевых смазок (обычно от -20°C до +120°C). Когда оборудование работает в неотапливаемом складе зимой при -35°C, стандартная смазка загустевает, превращаясь в твердую массу. Сопротивление качению возрастает в разы, что приводит к проскальзыванию тел качения по дорожкам вместо вращения. Результат — задир беговых дорожек и разрушение сепаратора в первые часы запуска.
Обратная ситуация возникает в горячих цехах. Один из наших клиентов, производитель кирпича, столкнулся с массовым выходом из строя узлов в сушильных камерах. Они использовали стандартные подшипники со смазкой, рассчитанной на +120°C. Реальная температура в зоне установки достигала +145°C. Смазка вытекла, окислилась и потеряла свои свойства за две недели. Подшипники работали «на сухую», что привело к заклиниванию валов и остановке всей линии обжига.
При выборе необходимо требовать от поставщика паспорт на смазочный материал или подтверждение использования высокотемпературных составов (например, на основе полимочевины или сложных эфиров), если ваша среда агрессивна. Для низких температур критически важны синтетические базы, сохраняющие текучесть до -50°C и ниже. Не верьте словам «подходит для большинства условий». Спросите конкретную спецификацию смазки: тип загустителя, температуру каплепадения и диапазон рабочих температур.
Действие: Перед заказом партии замерьте максимальную и минимальную температуру в точке установки подшипника в разные сезоны года и сравните эти данные с паспортом смазочного материала выбранной модели.
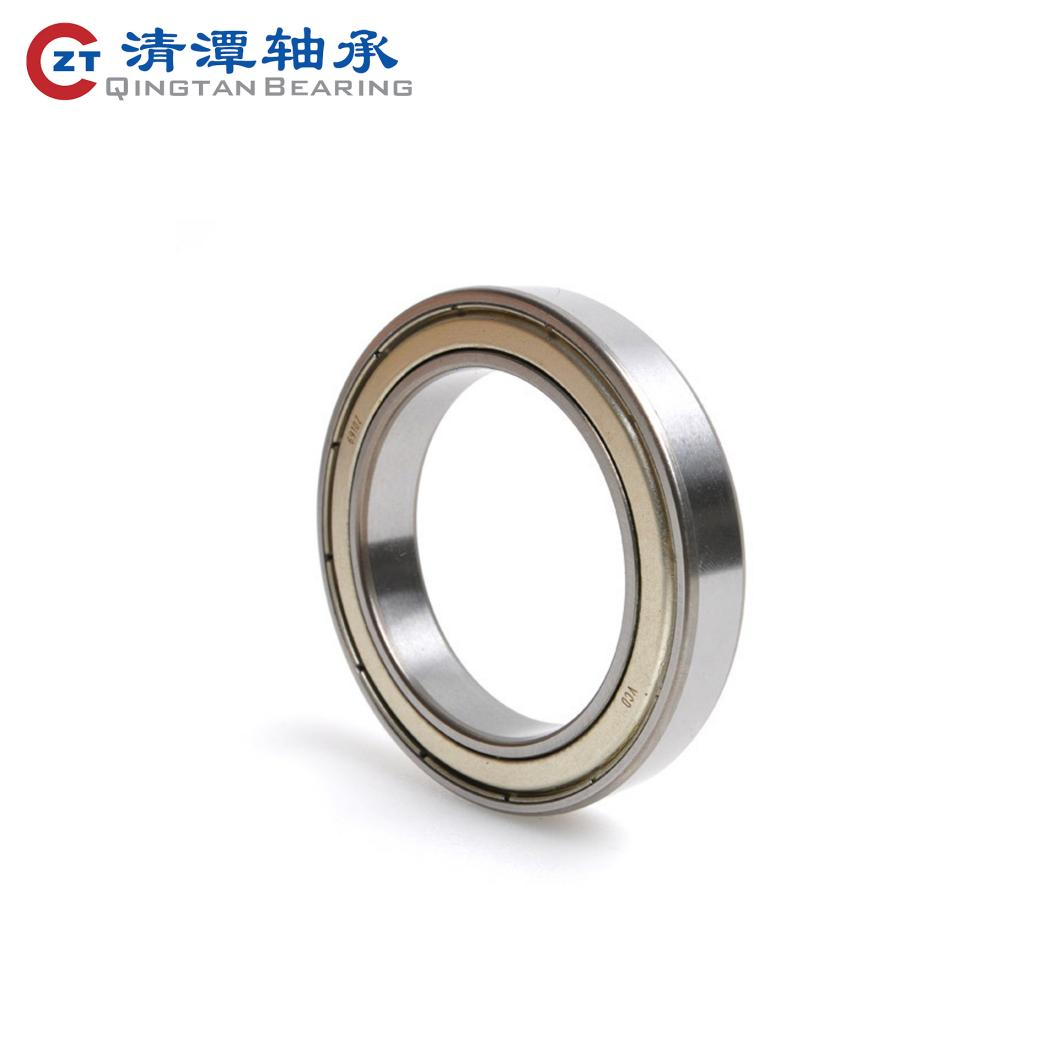
Ошибка №2: Путаница между металлическими экранами (ZZ) и резиновыми уплотнениями (2RS)
Визуальное сходство закрытых исполнений часто вводит в заблуждение персонал, отвечающий за закупку запчастей. Маркировка ZZ (или 2Z) и 2RS (или 2RSH) указывает на принципиально разные типы защиты от внешних загрязнений, и замена одного типа другим без учета условий среды является грубой технической ошибкой. Металлические экраны представляют собой штампованные шайбы, закрепленные в канавке внешнего кольца с минимальным зазором.
Главное преимущество металлических экранов — низкое сопротивление вращению и способность работать на высоких скоростях. Однако их защита от пыли и влаги условна. Мелкая абразивная пыль, характерная для цементных заводов или угольных разрезов, легко проникает через микроскопический зазор между экраном и кольцом. В нашей практике был случай, когда на хлебозаводе использовали подшипники с металлическими экранами в узлах подачи муки. Мельчайшая мучная пыль, смешиваясь со смазкой, образовала абразивную пасту, которая уничтожила геометрию дорожек качения за три месяца.
Резиновые уплотнения (контактные или бесконтактные) обеспечивают гораздо более высокий уровень защиты. Контактное уплотнение (часто обозначаемое как 2RS1 или RSH) физически прикасается к внутреннему кольцу, создавая барьер для воды, грязи и пара. Но у этого решения есть обратная сторона: трение уплотнения о кольцо генерирует дополнительное тепло и ограничивает максимальную частоту вращения. Установка таких подшипников на высокоскоростные шпиндели (свыше 10 000 об/мин) без специального расчета приведет к перегреву и выдавливанию смазки.
Критический момент для российских зим — эластичность резины. Дешевые уплотнения из регенерированной резины при температуре ниже -30°C дубеют и теряют контакт с кольцом или, наоборот, разрушаются от вибрации. Качественные производители используют специальные морозостойкие компаунды (NBR, HNBR или FKM), которые сохраняют гибкость даже в экстремальных условиях. При приемке товара обязательно проведите визуальный осмотр и тактильную проверку упругости манжет.
Действие: Составьте карту загрязненности для каждого узла оборудования: если есть вода, пар или мелкодисперсная пыль — выбирайте только качественные резиновые уплотнения; если приоритет — высокая скорость и чистое помещение — используйте металлические экраны.
Ошибка №3: Неправильный выбор посадок и игнорирование теплового расширения валов
Даже идеально подобранный закрытый радиальный подшипник выйдет из строя, если его установка выполнена с нарушением допусков посадочных мест. В России многие предприятия продолжают эксплуатировать оборудование, спроектированное десятилетия назад, где валы и корпуса имеют износ или отклонения от геометрии. Попытка установить новый прецизионный узел в изношенное гнездо — прямой путь к катастрофе.
Основная проблема кроется в непонимании принципа «плавающего» и «фиксированного» подшипника. В длинных валах, подверженных нагреву (например, транспортеры или сушильные барабаны), происходит линейное расширение металла. Если оба подшипника на валу зажаты жестко (неподвижно), при нагреве вал удлиняется и создает осевую нагрузку на тела качения, которую они не предназначены воспринимать. Это приводит к заклиниванию. Мы видели случаи, когда валы гнулись, а корпуса лопались из-за того, что механики затянули все стопорные винты «до упора».
Другой аспект — выбор класса точности. Для большинства общепромышленных применений достаточно нормального класса точности (0 по ГОСТ, P0 по ISO). Однако попытка сэкономить и купить подшипники пониженной точности (если такие попадутся) или, наоборот, необоснованное применение сверхточных классов (P5, P4) для тихоходных узлов ведет к проблемам. Сверхточные подшипники требуют соответствующей точности обработки вала и корпуса (обычно IT5-IT6). Установка такого узла в корпус с допуском IT8 приведет к деформации колец при запрессовке и потере всех преимуществ высокой точности.
Особое внимание следует уделить методу монтажа. Запрещено передавать усилие запрессовки через тела качения. Удары молотком по наружному кольцу при монтаже на вал или по внутреннему кольцу при установке в корпус наносят микротрещины, которые становятся очагами усталостного выкрашивания. Используйте оправки, гидравлические прессы или метод нагрева (для посадки с натягом на вал), контролируя температуру нагрева не выше +120°C, чтобы не отпустить сталь колец.
Действие: Перед заменой партии подшипников проверьте микрометром и нутромером фактические размеры валов и корпусов, сравните их с требуемыми полями допусков для выбранной посадки и при необходимости восстановите геометрию посадочных мест.
Ошибка №4: Ориентация только на цену без учета ресурса и бренда
Рынок промышленных комплектующих в России перенасыщен предложениями, и соблазн купить закрытый радиальный подшипник в два раза дешевле среднерыночной цены велик. Однако в сегменте подшипников цена напрямую коррелирует с качеством стали, чистотой обработки поверхностей и контролем качества. Экономия на закупочной стоимости часто оборачивается многократным увеличением расходов на ремонт и простои.
Дешевые аналоги, часто не имеющие четкого указания производителя или сертификатов соответствия, изготавливаются из стали с повышенным содержанием неметаллических включений. Эти включения становятся концентраторами напряжений. Под нагрузкой вокруг них зарождаются трещины, ведущие к быстрому выкрашиванию рабочего слоя. В отличие от брендовых изделий, где ресурс рассчитывается по формулам ISO 281 и подтверждается испытаниями, у «ноунейм» продукции реальный срок службы может отличаться от расчетного в 5–10 раз в меньшую сторону.
Мы проводили сравнительный анализ двух партий подшипников размера 6205-2RS для электродвигателей насосов. Первая партия — известный европейский бренд (цена условно 100%), вторая — дешевый аналог без документов (цена 40%). Через 2000 часов работы в идентичных условиях 15% дешевых подшипников показали признаки усталостного разрушения, тогда как брендовые работали в пределах нормы. Пересчет на стоимость часа наработки показал, что использование дешевого варианта оказалось на 30% дороже из-за затрат на замену и потерь продукта при остановке насоса.
Кроме того, важно учитывать наличие подделок. Рынок наводнен контрафактом, имитирующим упаковку и маркировку ведущих мировых производителей. Покупка у непроверенных дилеров на рынках или сомнительных интернет-площадках несет высокие риски. Настоящий производитель всегда предоставляет сертификаты качества, паспорта на партию и гарантирует прослеживаемость продукции. Отсутствие этих документов — красный флаг.
Сегодня на рынке появляются достойные альтернативы, сочетающие высокое качество и разумную цену. Например, компания ООО «Чанчжоу Цинтань Специальные Подшипники» зарекомендовала себя как разработчик высокоточных решений, способных конкурировать с импортными аналогами. Их продукция, включая универсальные серии 6200/6300 и компактные высокоскоростные серии 6900, производится в соответствии со строгими стандартами качества, включая сертификацию IATF16949. Стратегическое партнерство с немецкой компанией BTC позволяет внедрять передовые технологии, обеспечивая низкий момент трения и уровень шума. Это особенно важно для предприятий, ищущих надежную замену дорогим европейским брендам без потери в характеристиках, будь то задачи в промышленной автоматизации, робототехнике или точном приборостроении.
Действие: Внедрите процедуру входного контроля с выборочной проверкой твердости колец и качества поверхности дорожек качения, а также требуйте от поставщиков предоставления оригинальных сертификатов завода-изготовителя на каждую партию.
Ошибка №5: Несовместимость материалов уплотнений с химической средой
Пятая ошибка касается химических свойств окружающей среды, которые часто упускаются из виду при выборе стандартных исполнений. Резиновые уплотнения большинства стандартных подшипников изготавливаются из бутадиен-нитрильного каучука (NBR). Этот материал отлично справляется с минеральными маслами, водой и умеренными температурами, но он категорически не подходит для агрессивных сред.
В химической промышленности, на предприятиях по переработке отходов или в агрокомплексах, где используются сильные дезинфектанты, пары кислот или щелочей, стандартный NBR быстро деградирует. Резина разбухает, теряет эластичность, трескается и перестает выполнять барьерную функцию. Агрессивная среда проникает внутрь, вымывает смазку и вызывает коррозию элементов подшипника. Мы фиксировали случай на мясокомбинате, где ежедневная мойка линий раствором хлора приводила к разрушению уплотнений стандартных подшипников за месяц. Коррозия сепараторов делала узлы неработоспособными.
Для таких условий необходимо выбирать подшипники с уплотнениями из фторкаучука (FKM/Viton) или использовать внешние защитные кожухи. Фторкаучук устойчив к широкому спектру химических веществ, озону и высоким температурам (до +200°C и выше), хотя его стоимость значительно выше. Также стоит обратить внимание на антикоррозионное покрытие самих колец и тел качения. Существуют исполнения из нержавеющей стали или с покрытием из оксида марганца (Black Oxide), которые обеспечивают дополнительную защиту во влажных средах.
Не забывайте про совместимость смазки и материала уплотнения. Некоторые синтетические смазки могут вызывать набухание определенных типов резин. Всегда сверяйтесь с таблицами химической совместимости материалов, предоставляемыми производителями уплотнений и смазок. Универсального решения не существует, и попытка использовать один тип подшипника везде «для унификации склада» в разнообразных химических средах обречена на провал.
Действие: Проведите аудит химических веществ, контактирующих с оборудованием, и для узлов в зонах риска замените стандартные уплотнения NBR на исполнения из FKM или рассмотрите подшипники из нержавеющей стали.
Сравнительная таблица характеристик популярных исполнений
Чтобы систематизировать информацию и помочь вам принять взвешенное решение, мы подготовили сводную таблицу, сравнивающую основные типы закрытых исполнений по ключевым параметрам. Эти данные основаны на технических каталогах ведущих производителей и нашем опыте эксплуатации.
| Параметр сравнения | Металлический экран (ZZ / 2Z) | Контактное уплотнение (2RS / 2RSH) | Бесконтактное уплотнение (2RSL / 2RZ) | Усиленное уплотнение (V-образное / специализированное) |
|---|---|---|---|---|
| Защита от пыли/влаги | Низкая (только от крупной пыли) | Высокая (полная защита от воды и мелкой пыли) | Средняя (лучше, чем экран, хуже контакта) | Экстремальная (для агрессивных сред) |
| Макс. скорость вращения | Высокая (минимальное трение) | Ограничена (трение о манжету) | Высокая (близка к экранам) | Низкая / Средняя |
| Рабочий температурный диапазон | Зависит от смазки (-30…+150°C) | Зависит от материала резины (стандарт -20…+100°C) | Зависит от материала резины | Расширенный (до +200°C для FKM) |
| Срок службы смазки | Стандартный (возможна утечка) | Продленный (герметичность) | Продленный | Максимальный |
| Рекомендуемая сфера | Электродвигатели, чистые помещения, высокие скорости | Строительная техника, сельское хозяйство, пищевая пром. | Вентиляторы, насосы, умеренно загрязненная среда | Химия, металлургия, экстремальные условия |
Как проверить качество партии перед оплатой
Даже правильный выбор модели не гарантирует успеха, если вы получили некондиционный товар. Входной контроль — это последний рубеж обороны вашего бюджета. Не нужно иметь лабораторию полного цикла, чтобы отсеять явный брак. Достаточно нескольких простых операций, которые должен выполнять отдел ОТК или главный механик.
Первое — проверка упаковки и маркировки. На качественной коробке должна быть четкая лазерная или типографская печать с указанием бренда, страны происхождения, номера партии и штрих-кода. Размытая печать, орфографические ошибки в названии бренда или отсутствие кода партии — признаки контрафакта. Сравните шрифт и расположение надписей на корпусе подшипника с официальным каталогом производителя. Поддельщики часто экономят на качестве гравировки.
Второе — визуальный осмотр уплотнений. Резиновые манжеты должны быть однородного цвета, без облоя, трещин или следов пересыхания. Попробуйте аккуратно нажать ногтем на манжету: она должна быть упругой и возвращать форму. Если резина крошится или кажется «деревянной» (особенно зимой), партию использовать нельзя. Металлические экраны должны сидеть плотно, без видимых зазоров и перекосов.
Третье — тест на шум и плавность вращения. Возьмите подшипник в руки и медленно прокрутите внутреннее кольцо. Вращение должно быть абсолютно плавным, без рывков, заеданий и посторонних звуков. Любой хруст, скрип или ощущение «песка» внутри свидетельствует о браке (плохая шлифовка, попадание грязи при сборке или повреждение при транспортировке). Такой узел долго не проживет.
Действие: Разработайте и утвердите инструкцию по входному контролю подшипников, включающую обязательную проверку маркировки, состояния уплотнений и плавности вращения для каждой поступающей партии.
Стандарты и сертификация: на что обращать внимание в документации
При работе с государственными заказами или на ответственных производствах наличие сертификатов является обязательным требованием. В России основным документом, подтверждающим соответствие качества, является сертификат соответствия ГОСТ Р или декларация о соответствии ТР ТС (Технический регламент Таможенного союза). Однако наличие «бумажки» не всегда означает реальное качество изделия.
Обращайте внимание на указание конкретного стандарта изготовления. Для подшипников качения это обычно ГОСТ 520-2011 (аналог ISO 492). Важно, чтобы в паспорте были указаны реальные результаты измерений отклонений размеров и формы, а не просто штамп «годен». Ведущие производители предоставляют протоколы испытаний, где зафиксированы твердость колец, чистота поверхности и параметры радиального зазора.
Также стоит учитывать международные стандарты качества производства, такие как ISO 9001. Наличие у поставщика сертифицированной системы менеджмента качества снижает риск получения брака, так как процессы производства и контроля у него налажены и аудируемы независимыми органами. Для экспортоориентированных производств или работы с иностранным оборудованием могут потребоваться сертификаты API (для нефтегазовой отрасли) или разрешения от конкретных производителей оборудования (OEM approvals).
Помните, что сертификат выдается на партию или тип продукции. Требуйте копии сертификатов именно на ту номенклатуру и партию, которую вы приобретаете. Использование сертификата от другой партии или другого типоразмера является нарушением правил приемки и может привести к проблемам при аудитах безопасности.
Действие: Запросите у поставщика полный пакет сопроводительной документации, включая оригиналы или заверенные копии сертификатов соответствия и паспортов качества, и проверьте соответствие номеров партий в документах и на упаковке.
Часто задаваемые вопросы
Можно ли самостоятельно заменить смазку в закрытом подшипнике?
Технически это возможно, но крайне не рекомендуется для стандартных исполнений. Заводская закладка смазки производится в стерильных условиях с точной дозировкой объема (обычно 25–35% свободного пространства). Самостоятельное вскрытие нарушает герметичность уплотнений, вносит загрязнения и меняет реологические свойства смазки из-за контакта с воздухом и инструментом. Исключение составляют подшипники со специальными отверстиями для смазки или сервисные исполнения, предназначенные для обслуживания. В остальных случаях проще и надежнее заменить узел целиком.
Какой радиальный зазор выбрать для российских условий?
Для большинства применений в умеренном климате достаточно нормального зазора (C0 или CN). Однако, если оборудование работает при значительных перепадах температур, высоких скоростях или если посадка на вал осуществляется с большим натягом, рекомендуется выбирать увеличенный радиальный зазор (C3). Натяг при запрессовке уменьшает внутренний зазор подшипника, и если изначально он был минимальным, то после монтажа может стать нулевым или отрицательным, что приведет к заклиниванию при нагреве. Для точного выбора воспользуйтесь расчетными таблицами производителей, учитывающими разницу температур колец и материалы вала/корпуса.
Отличаются ли закрытые подшипники китайских и европейских брендов?
Разница заключается не столько в географии производства, сколько в контроле качества и используемых материалах. Крупные международные концерны имеют заводы в Китае, и продукция с этих линий соответствует их глобальным стандартам. Проблема возникает с локальными китайскими фабриками, работающими на внутренний рынок или экспорт нижнего ценового сегмента. Они могут экономить на чистоте стали, термообработке и качестве уплотнений. Европейские бренды (SKF, FAG, NSK и др.) обеспечивают стабильность параметров и предсказуемый ресурс, что критично для непрерывных производств. Китайские аналоги могут быть оправданы в механизмах с низким уровнем ответственности и легким доступом для замены.
Итоговые рекомендации для безопасной закупки
Выбор закрытого радиального подшипника — это баланс между техническими требованиями, условиями эксплуатации и бюджетом. Ошибки в этом процессе стоят дорого, но их легко избежать, если руководствоваться данными фактами, а не маркетинговыми обещаниями. Помните пять главных правил: проверяйте температурный диапазон смазки, выбирайте правильный тип уплотнения под среду, контролируйте посадки, не гонитесь за самой низкой ценой в ущерб качеству и учитывайте химическую стойкость материалов.
Надежность вашего оборудования зависит от каждой детали. Доверяйте поставщикам, которые готовы предоставить техническую консультацию, сертификаты и гарантии, а не просто отгрузить коробку. Профессиональный подход к выбору подшипниковых узлов — это инвестиция в бесперебойную работу вашего предприятия.
Если вы столкнулись со сложностями в подборе подшипников для специфических условий или хотите провести аудит текущего парка запчастей, наши эксперты готовы помочь. Мы обладаем опытом решения нестандартных задач и предлагаем только проверенные решения, соответствующие требованиям ЕАЭС и международным стандартам.
Ознакомиться с каталогом надежных подшипниковых узлов или свяжитесь с нашим техническим отделом для консультации по вашему проекту.
Источник: Данные основаны на внутренней статистике отказов и технических бюллетенях ведущих производителей подшипников за 2024–2025 гг.