Односторонняя муфта: инновации для HFL подшипников?
2026-02-09

Когда заходит речь об односторонних муфтах в связке с HFL подшипниками, многие сразу думают о простом стопорном механизме. Но это как раз тот случай, где поверхностное понимание мешает увидеть реальные технологические возможности и, что важнее, ограничения. Сам долгое время считал, что главное — это надёжность блокировки, пока не столкнулся с серией отказов на высокооборотных узлах. Оказалось, что вопрос не в самой муфте, а в её взаимодействии с динамикой подшипника HFL-серии, где важен не только момент срабатывания, но и тепловой режим, и даже микровибрации от неточного изготовления сепаратора.
Где кроется настоящая проблема совместимости?
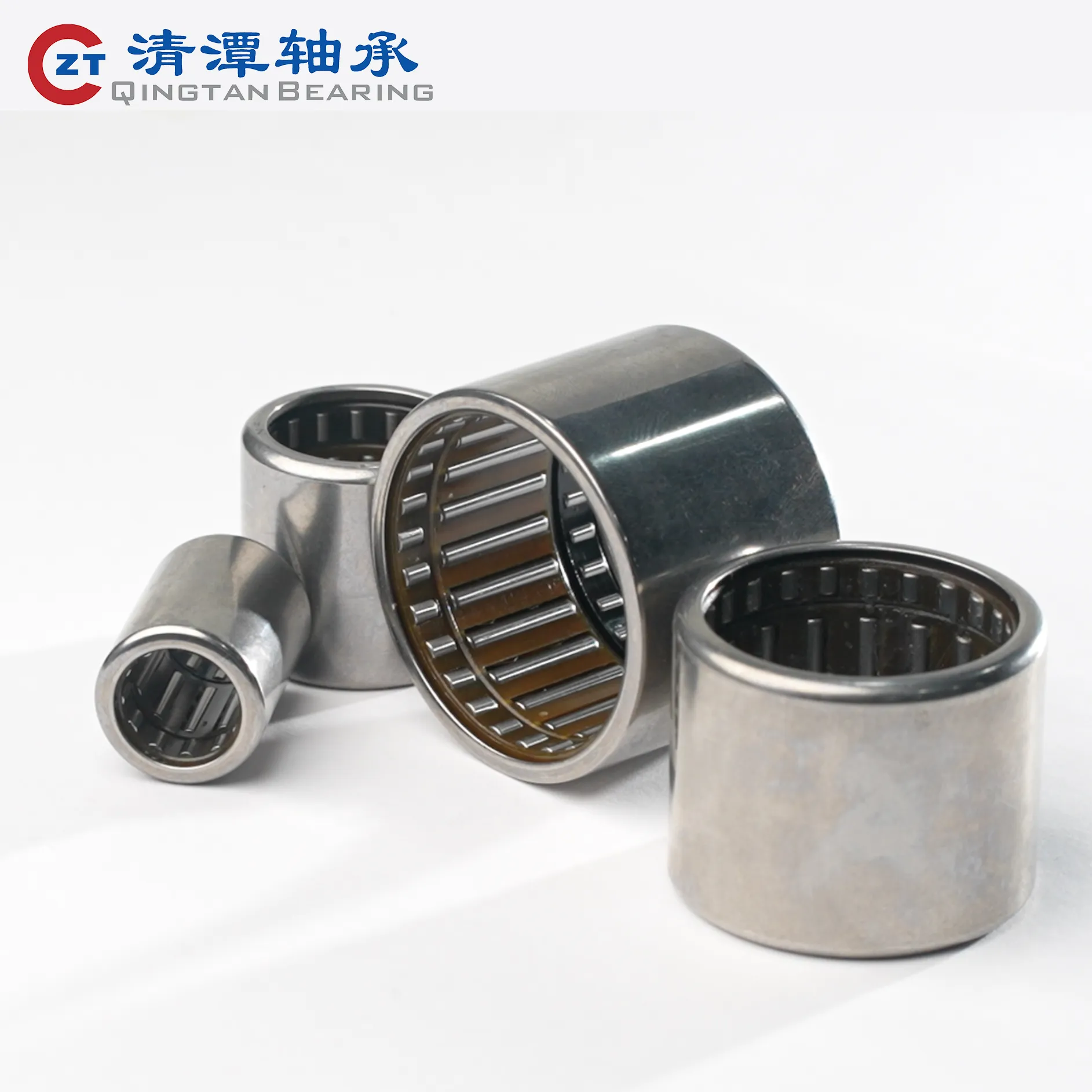
Взять, к примеру, классическую роликовую обгонную муфту. Казалось бы, проверенная временем конструкция. Но при интеграции с HFL подшипником, который часто работает в условиях комбинированных нагрузок (радиальных и небольших осевых), начинаются нюансы. Муфта может иметь идеальный профиль кулачков, но если внутреннее кольцо подшипника, на которое она монтируется, имеет даже незначительное отклонение по цилиндричности, происходит локальный перегрев. Это не теория — видел такие случаи на испытательных стендах. Результат — не стабильный стопор, а постепенная деградация и того, и другого компонента.
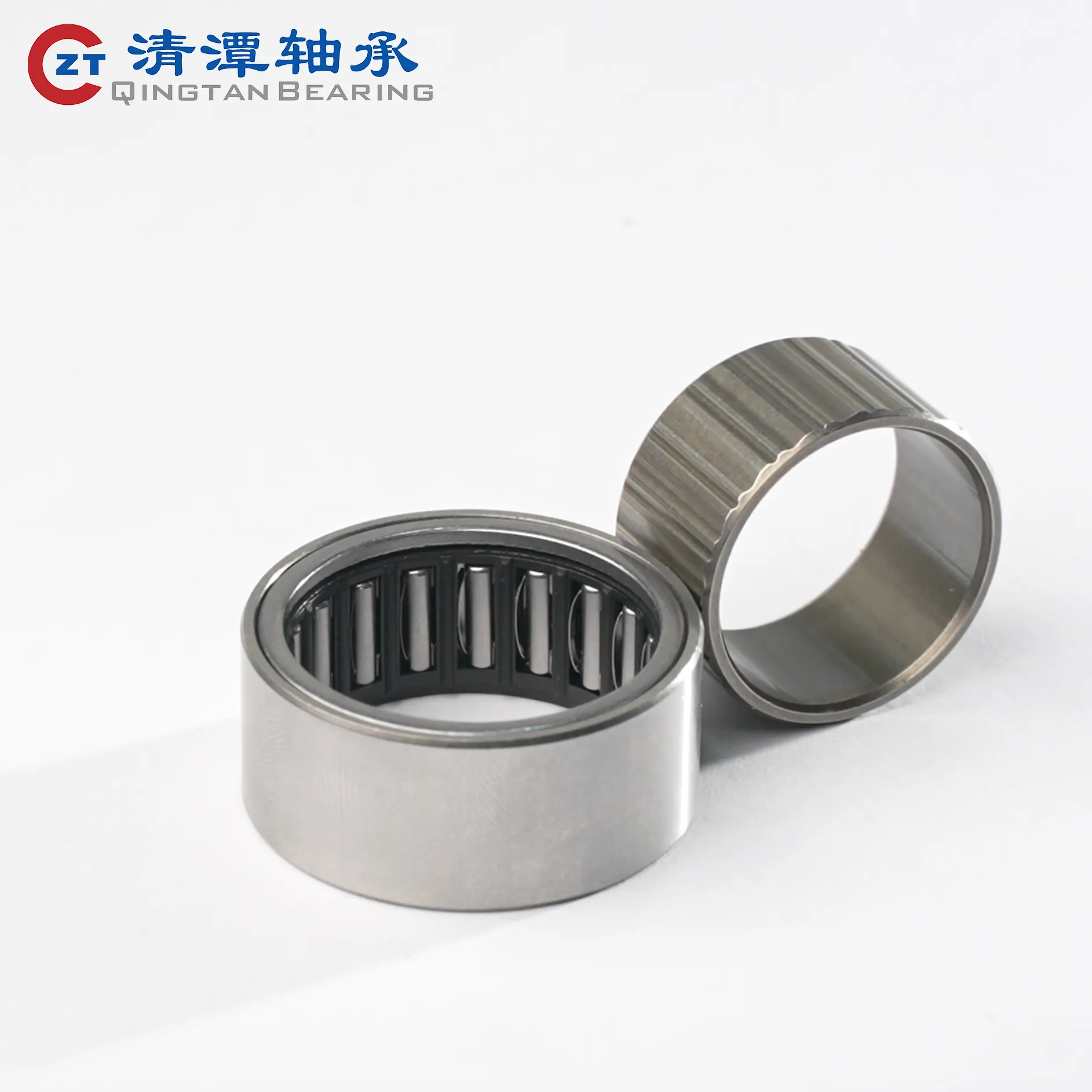
Часто вижу в спецификациях просто указание ?односторонняя муфта для HFL-xxxx?. Но какой тип? Роликовая, храповая, с шариковым механизмом? Для HFL, которые, по сути, являются игольчатыми подшипниками с сепаратором и, что критично, часто без внутреннего кольца (рабочая поверхность — непосредственно вал), выбор муфты усложняется. Нельзя просто взять стандартное решение. Нужно учитывать твёрдость вала, качество его поверхности после шлифовки. Муфта, работающая непосредственно на валу, предъявляет совершенно другие требования к материалу и термообработке своих рабочих элементов.
Был у меня опыт с поставщиком, который предлагал ?универсальное? решение. Муфта вроде бы подходила по размерам, но её внутренний диаметр был рассчитан на посадку с натягом на стандартное внутреннее кольцо. А в нашей схеме его не было — вал выступал в роли дорожки качения для иголок HFL. Пришлось фактически перепроектировать узел, чтобы установить промежуточную втулку, что добавило массу и усложнило сборку. Это типичная ошибка — рассматривать муфту и подшипник как два отдельных элемента, а не как единую кинематическую пару.
Опыт и неудачи: что не пишут в каталогах
В каталогах всё выглядит гладко: графики момента срабатывания, допустимые обороты. Реальность же часто преподносит сюрпризы. Один из запомнившихся проектов — привод механизма подачи. Использовался HFL подшипник и односторонняя муфта для обеспечения свободного хода в одном направлении. На испытаниях всё работало. А в реальной эксплуатации, после нескольких тысяч циклов, начался шум, затем заклинивание. Разборка показала интересную картину: на рабочих поверхностях муфты и на теле качения вала в зоне контакта с иглами подшипника появились микроскалывания.
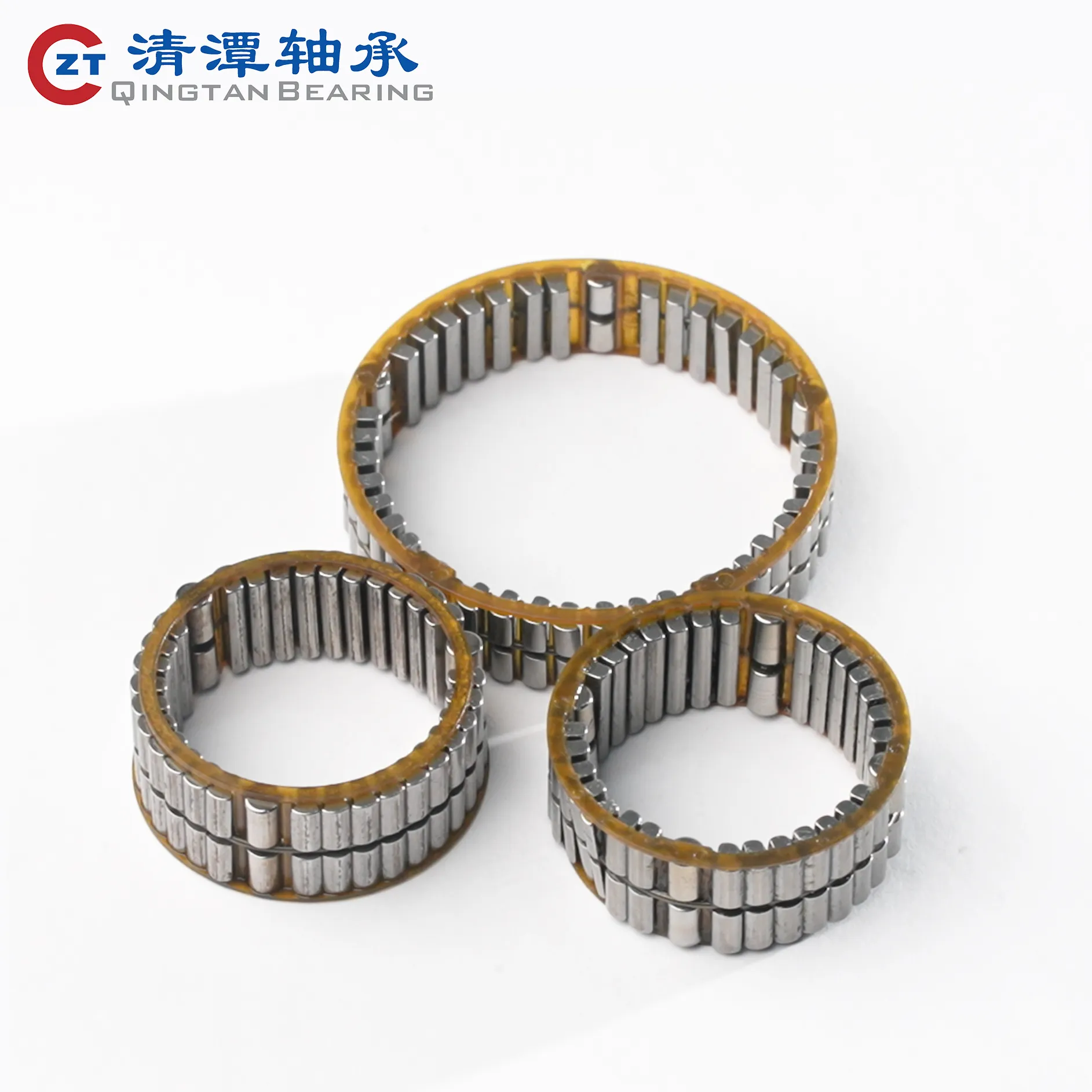
Анализ показал, что вибрации от неидеального контакта игл в сепараторе HFL (а идеального не бывает) передавались на элементы муфты, создавая циклические ударные нагрузки, на которые её материал не был рассчитан. Производитель муфты тестировал её на жёстко закреплённом валу, а не в паре с реальным подшипником. Это был ценный урок: испытывать нужно собранный узел, а не компоненты по отдельности. После этого мы стали всегда проводить ресурсные испытания в сборе, имитируя реальные нагрузки, включая возможные перекосы.
Ещё один момент — смазка. HFL подшипники часто поставляются с консистентной смазкой. А что с муфтой? Если она закрытого типа, в ней может быть своя смазка. При работе узел нагревается, смазки могут смешиваться или, что хуже, вступать в конфликт по химическому составу. Видел, как за полгода работы образуется абразивная паста из-за несовместимости присадок. Теперь это обязательный пункт согласования с технологом.
Перспективные направления и кастомизация
Сейчас всё больше говорят о гибридных решениях. Не просто муфта + подшипник, а интегрированный узел. Например, когда элементы муфты (кулачки или ролики) конструктивно вписаны в сепаратор HFL подшипника. Это снижает массу, габариты и, теоретически, повышает точность работы. Но на практике это означает колоссальные требования к точности изготовления и балансировке всего узла. Не каждый производитель возьмётся за такое.
Здесь стоит упомянуть специализированных производителей, которые фокусируются на таких сложных задачах. Например, ООО Чанчжоу Цинтань Специальные Подшипники (сайт — https://www.cnczt.ru). Эта компания, как указано в её описании, специализируется именно на производстве односторонних подшипников и сопутствующих решений. Их подход интересен тем, что они изначально проектируют подшипники, в том числе игольчатые и плоские, с учётом возможной интеграции с механизмами свободного хода. Это не просто два изделия в одной коробке, а продуманная система. Работая с такими поставщиками, иногда удаётся получить нестандартное решение — скажем, подшипник HFL с модифицированным сепаратором, на котором можно непосредственно разместить элементы храпового механизма.
Но и тут есть подводные камни. Кастомизация — это время и деньги. Нужно быть готовым к длительным этапам прототипирования и испытаний. Однажды мы заказали партию HFL подшипников с особыми посадочными размерами наружного кольца под корпус муфты. Всё было сделано идеально, но при монтаже выяснилось, что термостабилизация кольца после закалки была недостаточной — в работе под нагрузкой происходила микродеформация, нарушающая соосность. Пришлось возвращаться к чертежам и вносить изменения в технологический процесс. Это к вопросу о том, что даже у специалистов бывают осечки, и важно иметь плотную обратную связь на всех этапах.
Практические советы по выбору и применению
Исходя из горького и не очень опыта, сформировал для себя несколько правил. Первое: никогда не выбирать муфту только по каталогу и размерам. Нужно запрашивать у производителя или дистрибьютора (как у ООО Чанчжоу Цинтань Специальные Подшипники) детальные отчёты по испытаниям именно в комбинации с подшипниками качения, особенно игольчатого типа. Второе: всегда анализировать полный цикл нагрузки. Муфта может прекрасно работать на старте и при номинальном режиме, но что происходит в момент реверса или при торможении? Как ведёт себя зазор? HFL подшипник к таким динамическим изменениям очень чувствителен.
Третье — внимание к мелочам. Качество поверхности вала под HFL и под муфту должно быть не просто хорошим, а идентичным по параметрам шероховатости и твёрдости. Часто для муфты требуется более твёрдая поверхность. Значит, нужно либо делать ступенчатую закалку вала, либо использовать напыление. Это усложняет и удорожает конструкцию, но это необходимо для долговечности. Четвёртое: предусматривать возможность техобслуживания и диагностики. Как проверить износ элементов муфты, не разбирая весь узел? Иногда стоит сразу заложить сенсоры вибрации или температуры в непосредственной близости от этого узла.
И последнее, о чём часто забывают, — это влияние сторонних факторов. Например, если узел стоит в корпусе, который при работе ?дышит? от нагрева, это может привести к misalignment. А для пары HFL и односторонней муфты даже небольшой перекос — это смерть. Поэтому расчёт жёсткости корпусных деталей и температурных расширений должен быть выполнен с учётом этого критического интерфейса.
Вместо заключения: мысль вслух
Так являются ли односторонние муфты инновацией для HFL подшипников? Скорее нет, если говорить о самой концепции. Это давно известные механизмы. Но инновация заключается в подходе к их интеграции. Раньше это было механическое соединение двух деталей. Сейчас это проектирование единой функциональной системы, где свойства одного элемента напрямую влияют на расчёт и выбор другого. Это требует от инженера более глубокого понимания не только теории машин и механизмов, но и технологий производства, материаловедения, трибологии.
Сейчас наблюдаю тенденцию, когда производители компонентов, такие как упомянутая ООО Чанчжоу Цинтань Специальные Подшипники, сами развивают компетенции в смежных областях, предлагая готовые инженерные решения, а не просто детали. Это правильный путь. Потому что в современной технике ценность создаётся не на складе с подшипниками и муфтами, а на чертёжной доске, где рождается идея надёжного и эффективного узла. И в этом смысле, да, инновации есть — но они в голове инженера и в способности поставщика эту идею воплотить в металле, с учётом всех скрытых подводных камней.
Поэтому, возвращаясь к заглавному вопросу… Вопрос не в том, инновация это или нет. Вопрос в том, готовы ли мы перестать мыслить категориями отдельных каталоговых позиций и начать мыслить категориями рабочих функций и надёжности системы в сборе. Вот где лежит реальный прогресс. Всё остальное — просто детали.
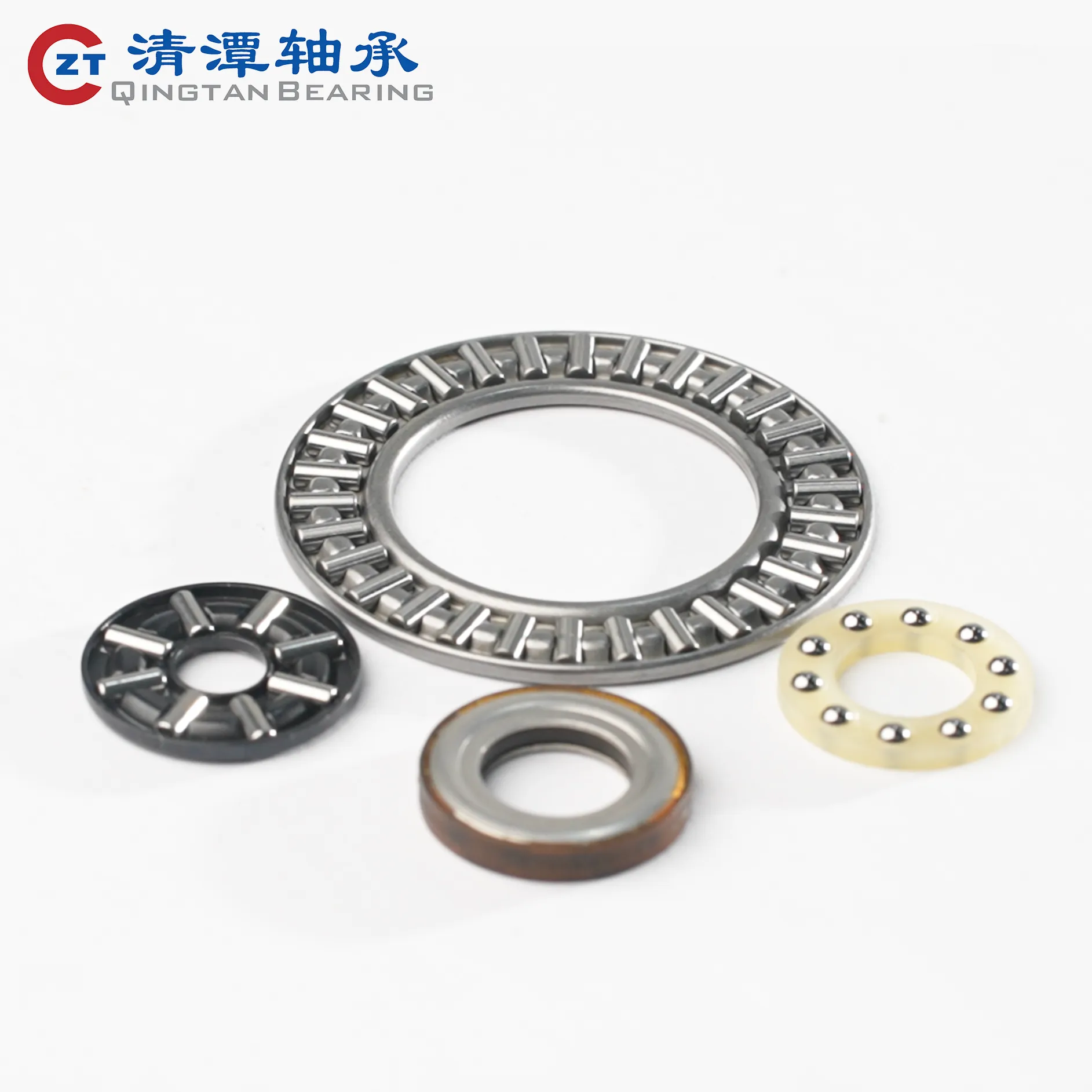
Changzhou Qingtan Special Bearing Co., Ltd. является профессиональным производителем игольчатых подшипников в Китае. Компания специализируется на производстве штампованных игольчатых подшипников с наружным кольцом и односторонних муфтовых подшипников.
Продукция компании широко применяется в автомобильной промышленности, редукторах, промышленном оборудовании и сельскохозяйственной технике.
Адрес: No.70 Longyi Road, Wujin District, Changzhou, Jiangsu, China
Контакт: Gina
Телефон: +86 18861242227